在机械加工及制造过程中,加工中心铣刀的下刀方式有好多种。今天和大家一起来盘点下常见铣刀的下刀方式。

在机械加工机铣削过程中,常见的刀具基本都是以立铣刀为主。使用立铣刀加工后的工件表面光洁度好,加工效率较高,此外,立铣刀端部切削刃最大的特点是没有到刀距中心,其垂直切削能力较弱。鉴于以上特点,其铣削下刀方式大致分为螺旋下刀、斜插式下刀、从工件外部下刀、以及直插式下刀。
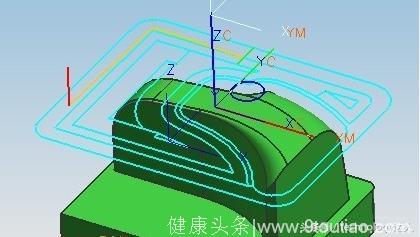
1.螺旋下刀
螺旋下刀作为较为常用的下刀方式,应用比较广泛。铣刀加工内轮廓时一般采用螺旋下刀的方法,这时总是刀尖切削就不会崩刀了,但螺旋半径不能过小否则和直插式下刀没区别,另外不能过快,刀尖虚且受多向力易坏。若直接铣削深孔时,高速钢刀具易变形,造成孔有锥度,所以沿孔壁螺旋铣削可明显减小锥度。但是螺旋下到对刀具磨损严重,且易崩刃,所以建议通过打落刀孔,或用键槽刀扎个孔再进行铣削。

螺旋下刀
2.斜插式下刀
由于使用立铣刀端部切削刃没有到刀距中心,其垂直切削能力较弱,不宜垂直下刀,通常采用斜插式下刀。斜插式下刀,即在两个切削层之间,刀具从上一层的高度沿斜线以渐进的方式切入工件,直到下一层的高度,然后开始正式切削。但是要注意的是切入位置及角度要适当,通常进刀角度在5~10度。

3.从工件外部下刀
对于加工外型轮廓或开放式槽时通常使用的是从工件外部下刀,从工件外部下刀可以有效提升刀具使用寿命,减少刀具因下刀导致的切削刃的磨损。
工件外部下刀
4.直插式下刀
对于直插式下刀,这种下刀方式通常不建议。立铣刀由于自身结构的特点,不适合这种下刀方式。如果是加工软材如电木、塑钢、优力胶、铁氟龙等材料是时,可以根据自身要求适当选取。
以上总结刀具铣削过程中常用的下刀方式,希望对新手朋友们或正在机械制造业中的你有所帮助。同时也欢迎大家一起探讨交流。